
Shearing
Sheet brass is cut to the required length on a manual 1911 Queen City metal shear. In the past it was cut by hand with metal snips. We use CA260 spring tempered brass either .010” or .016” which gives the spoon it’s flutter action.
Handcrafting Elmer Hinckley spoons hasn’t changed much in the last 50-70 years. The production process isn’t highly automated for quantity volume, it’s about crafting high quality spoons with pride and attention to detail.
Over the years Elmer Hinckley, and other family members designed over 50 styles of spoons. It’s impractical to have dies for each, however we still get requests for old styles fisherman find in Granddad’s tackle box, and we do custom cut any old style upon request.
Sheet brass is cut to the required length on a manual 1911 Queen City metal shear. In the past it was cut by hand with metal snips. We use CA260 spring tempered brass either .010” or .016” which gives the spoon it’s flutter action.

Strips of brass are run through dies and blank stamped using a manual kick press first incorporated in the operation from Charlie Misel in the 70’s while his mother Mary was still running the business. Again, this isn’t about running hundreds of spoons per minute through automated stamping presses. This eliminated the manual work of hand cutting the most popular designs.

Blanked spoons are given the bend Elmer found successful from his old silver teaspoons with a separate die improving the process and consistency.

Raw finished spoons are put through tumblers to remove any burrs or scratches left behind during the manufacturing process. This is the final step prior to being plated. Brass spoons can be fished with success, and a lot of test spoons are fished this way.

The plating process is the only step not done in house as it once was by Carl Misel. Elmer Hinckley Fishing Tackle is using the same partner for the past 30 years to put a high quality Silver, Copper, and 24K Gold plate on our spoons. Black Nickel is also an option.
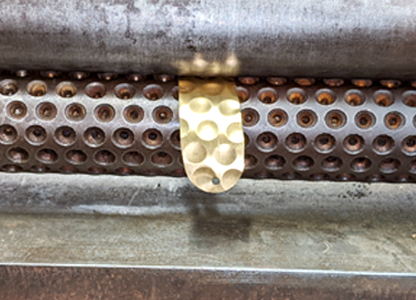
Spoons can be buffed on the top side to create a two tone option along with a hammered option in our unique round dimples designed by Caroline Misel.